Our Business
事業案内
CPCプロセス
不可能の壁を超える独創的技術で、
無限の可能性を拓くクラッドを実現
当社が独自に開発したプロセス(Continuous Pouring process for Cladding)は、他の製法では
不可能な特殊な材料をクラッドする画期的な技術です。
このプロセスでは円柱状または円筒状の芯材に、厚肉のクラッド層を単一の肉盛層で形成できます。
またこのクラッド層は外層から内層に至るまで均一な化学成分と組織を有し、芯材との境界部は
金属結合であるため剥離の危険性は極めて希です。
さらにクラッド層の厚みや形状の選択自由度が大きいことも挙げられます。
このプロセスで製造されるロール・ローラーは、耐久性の飛躍的向上と強靭性を兼備しており
圧延、矯正、搬送ラインで使用され、国内外で高く評価を受けています。
CPCプロセスの特徴
- CPCプロセスでより新しい特性を有する材料の製造が可能
- 一般的には相反する特性である耐摩耗性、あるいは耐食性と強靭性をクラッドでの複合化により兼備、向上することができます。
- 複合構造化によるコスト低減
- 単体構造ではなく、ロール芯材部に外層部をクラッドする複合構造化によりコスト低減を実現しました。
- 従来では不可能であった材料がクラッド可能
- クラッド材の高合金化ならびに多合金化が可能であり、飛躍的な性能向上が図れます。
- 鋳造のスピードが速く、単一層で厚肉のクラッド層を形成
- 溶湯を注入してクラッドするCPCプロセスは従来の肉盛と比較し短時間で厚肉の肉盛層が形成できます。
また、凝固速度が著しく大きいため緻密で均一な組織が保てます。
- 使用済ロールの補修再生が可能
- 強靭で溶接が可能な芯材を採用することで、軸部の形状復元による使用済ロールの再生が可能です。

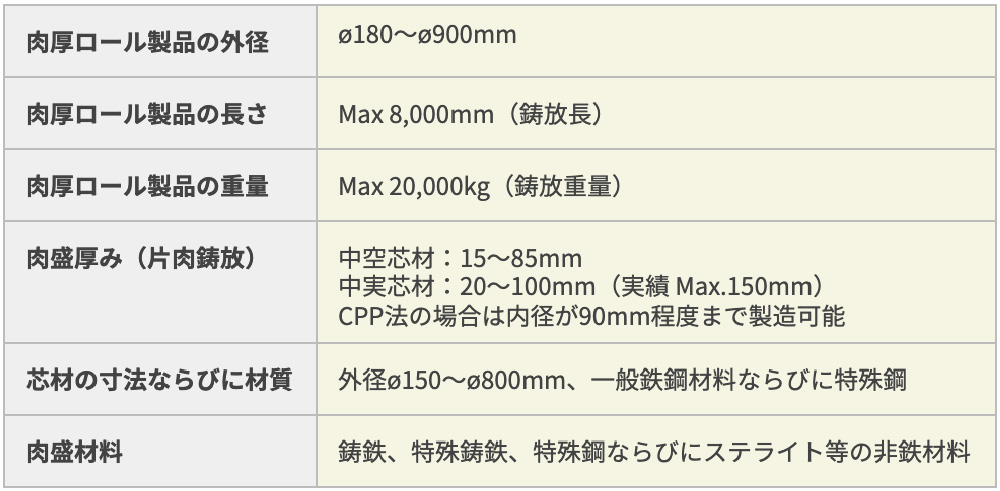
製造可能な寸法および材質

製品例

●熱延仕上圧延ワークロール
●厚板仕上圧延テーブルローラー
●熱延クレードルロール

●熱延巻取ラッパーロール
●熱延巻取ピンチロール
●熱延粗テーブルローラー

●棒鋼線材圧延ロール
●形鋼圧延機ロール
●平鋼圧延ロール